First, we need to refresh our knowledge of spring design symbols. The wire diameter (assuming round wire) is a small case “d.” The number of total coils is represented by the symbol “Nt ” with the “N” meaning “number of turns” and the subscript “t” meaning “total.”
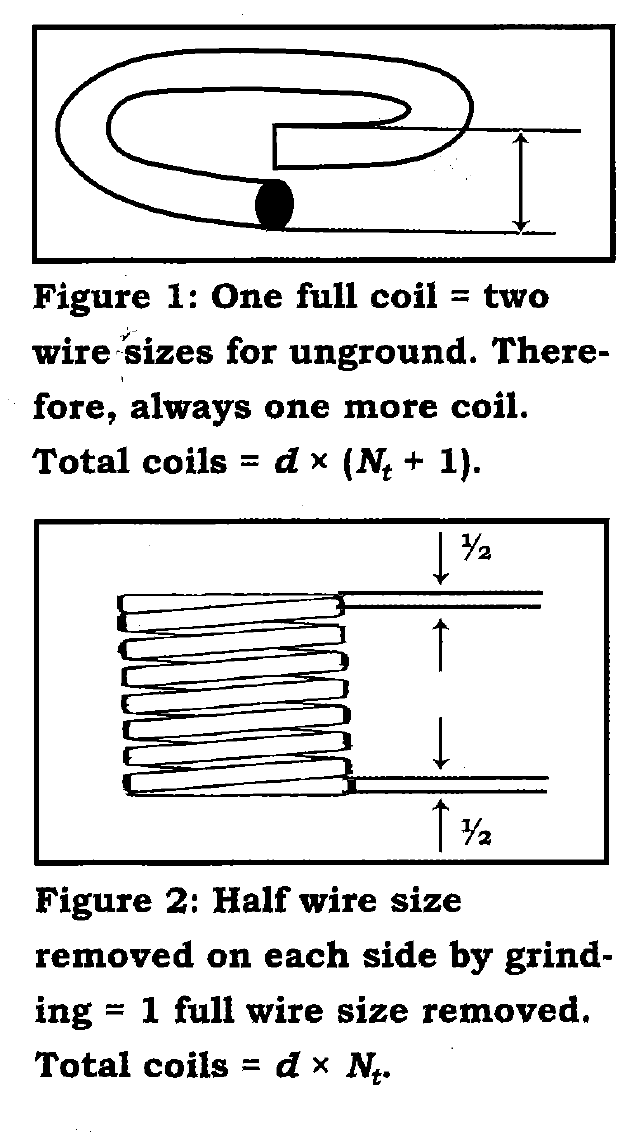
If the spring ends are not ground, you may think the calculation would be as simple as (d × Nt), or the wire size times the total coils, but that’s not so. If you have a single, unground coil of round material, it will look like Figure 1, below left. This shows that one full coil actually has the total dimension of two times the wire size.
If the ends are ground, approximately half of the material is removed from both ends of the spring. This means approximately one whole wire size will be gone. This is where (d × Nt) is used to calculate the solid height. Unlike the unground spring, the ground spring ends are approximately one wire size, not two, as shown in Figure 2, below right.
Example 1:
- A spring has a wire size of 0.125 ̋ and 13.5 total coils, unground.
- The solid height = 0.125 ̋ × (13.5 +1) = 1.812 ̋.
- A spring has a wire size of 0.125 ̋ and 13.5 total coils, ground.
- The solid height = 0.125 ̋ x 13.5 = 1.687 ̋.
Although there are circumstances in which the “half wire size ground from both ends” condition is not totally accurate, it is the accepted conventional wisdom and is the standard approach used in most spring programs for calculating solid height.
Many spring blueprints will show a “max” solid height. This means a fully compressed spring cannot be more than that height. For example, if a spring has a solid height maximum requirement of 1.650 ̋, the solid length (whether ground or unground) cannot be greater than 1.650 ̋.
However, if the wire size is 0.250 ̋ and the total coils are 6.6, the “calculated” solid height is also 0.250 ̋ × 6.6 = 1.650. ̋ This is an issue. This means the calculated solid height and the required maximum are the same, and this should not be.
There are two main reasons why the max. solid height needs to be GREATER than the calculated solid height. When wire is purchased, it must be within a certain tolerance. If the wire size is 0.0015 ̋ greater than nominal size, the solid height will now be greater, just because there is more material thickness “stacked up.” The second reason is the Rate requirement – be it due to two loads or a required Rate. If a Rate must be decreased, the spring coiler may be forced to add a bit more coil to lower that Rate. This will increase the coil count and, as a result, more material will be “stacked up.”
If the spring is ground, many times it is possible to grind more of the wire from each end to achieve a desired solid height. This, too, needs to be monitored closely since “extra” grinding can result in thin tips, which can break off and cause their own set of problems.
If the shop floor can find no creative way to achieve the needed solid height with the required coils and material size, it is the function of Engineering to find a way – whether by changing the material size or coil count, or amending the solid height callout. All of these adjustments will require permission from the customer, in most cases, before any changes can be made.
Correction: In the last issue of Springs, I discussed wire types (“The Quick and Easy Material Review, April 2006). In the article’s last section, titled “Material Selection,” I made mention that it would be in everyone’s best interest to replace a given material with another of equal or better quality, both for engineering reasons and economic ones. It was brought to my attention that I did not specify that this be done ONLY with the customer’s approval. All changes require customer approval. No material should be altered from an existing print unless a customer has been contacted and has provided a revised print or deviation form, signed off by the responsible engineer.
By: Randy DeFord, Engineering Manager Mid-West Spring & Stamping