Spring rate is produced from a combination of physical dimensions and wire properties. But its main component can be thought of as a length of active material—a torsion bar. This torsion bar, when twisted, produces a force. In the case of a helically formed compression spring, this force can be calculated for a needed height based on the rate.
Rate = Load / Deflection or R = P/f
If the spring has two loads, the same applies but looks like this.
Rate = Change in load / Associated change in deflection
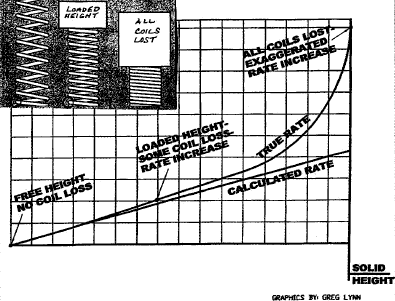
Most compression springs have a common trait—a closed end on each end which serves as a pushing/contact surface. The closed ends are important because they create a phenomenon that drives much of the controversy over the true rate of the spring. As the spring travels, the active material decreases due to coil loss caused by the closed ends. This small loss shortens the active material of the spring and forces the rate to increase slightly as the spring moves. This means the rate is increasing ever so slightly with every bit of travel.
So here’s the rub—what is the true spring rate? Well, that depends on where the spring operates. If the spring has a small deflection between two heights, the rate increase from one point to another will be small. If the deflection is great, the length of the torsion bar could change quite a bit and this means the second load will be a result of less active material. Since the active material is constantly changing with deflection, this means that every spring is, conceptually, variable rate from the first load application until solid height.
Therefore, the two test heights are all important to establish not the rate of the spring overall, but the rate of the spring between two heights. This concept is many times lost in the shuffle. For example, many industries require tight rate tolerances, thinking this will control load(s). But, an overstressed design can easily take a set and lose free length forever. This then loses force forever. This has nothing to do with spring rate since the literal length of the torsion bar has not been affected.
But if the spring took a lot of set, a high rate spring will lose a lot of force, greatly affecting the application. The load loss can be much greater than the restrictive rate tolerances that are assigned to control forces, and do no such thing.
Also, since the rate is affected by material length, it is critical that two specific heights be called out for a rate test to be sure the springmaker can adjust coils to meet the mean rate requirement. Since the rate is a calculation of the difference in force divided by the difference in height, the heights become critical for an accurate rate test. And never lock down the number of active coils so the rate can be fine-tuned by varying the active material and compensate for material variations.
By: Randy DeFord, Engineering Manager Mid-West Spring & Stamping